Indukzio bidezko gogortze neutroko makina tratamendu termikoko tailerrerako, altzairuzko barrak eta burdinezko lingoteak tenplatzeko prozesuaren ondoren tenplatzeko
produktuaren deskribapena
Hona hemen prozesuaren azalpena:
1. Austenizazioa:
Altzairua tenperatura espezifiko batera berotzen da (askotan 1500 °F edo 815 °C inguruan) eta han austenita bihurtzen da, burdinaren tenperatura altuko fase bat.
2. Itzaltzea:
Berotutako altzairua azkar hozten da, normalean olioan, uretan edo gasean, austenita martensita bihurtzeko, egitura oso gogorra baina hauskorra.
3. Tenplatzea:
Altzairu tenplatua tenperatura baxuago batera berotzen da barne-tentsioak murrizteko eta gogortasuna handitzeko. Urrats honek nahi den gogortasun-maila doitzeko aukera ere ematen du.
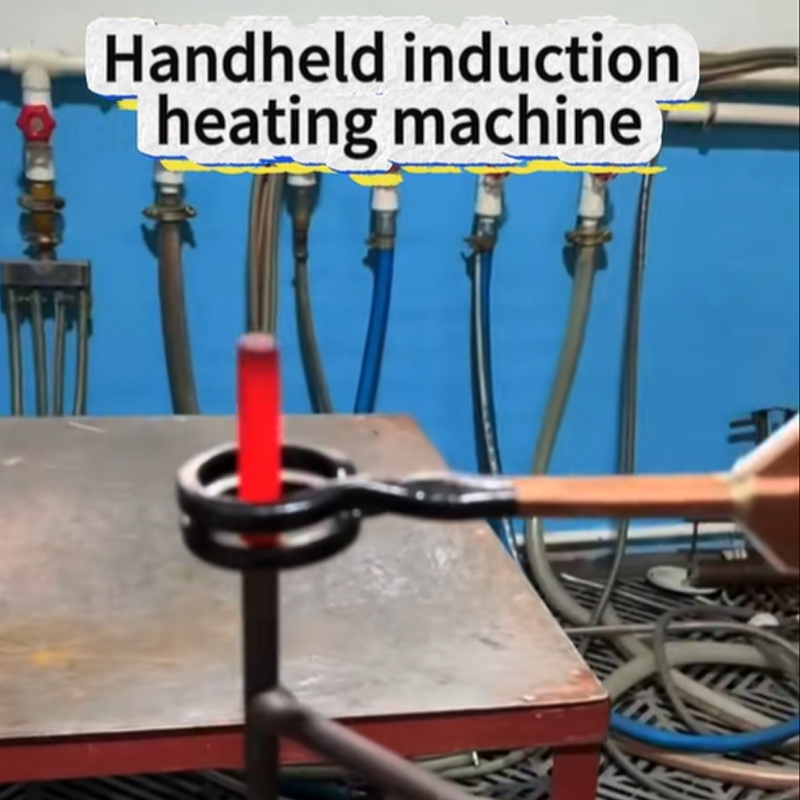
Hongye-k ekoitzitako indukziozko gogortze neutroko makina prozesu horietarako balio du, gogortze neutroko prozesuaren bidez, metalezko piezen indarra lortzen da eta hauskortasuna murrizten da, ebaketa prozesuetarako hobeak bihurtuz.
Aplikazio-eremua
Indukzio bidezko gogortze neutroko makina hau tratamendu termikoko tailerretarako diseinatuta dago, altzairuzko barretan eta burdinazko lingoteetan zehaztasun handiko gogortze eta tenplatze prozesuak egiteko. Indukzio bidezko berotze kontrolatua aplikatzen du gogortze uniformea lortzeko, eta ondoren tenplatze sistema integratu bat erabiltzen du materialen propietateak optimizatzeko. Ekipamenduak gogortasun sakonera koherentea bermatzen du, distortsioa minimizatuz, eta horrek aproposa bihurtzen du automobilgintzako osagaietarako, eraikuntzako armadura-barretarako eta higadura-erresistentzia eta egitura-osotasun handiagoa behar duten industria-metal piezetarako. Bere funtzionamendu automatizatua bolumen handiko ekoizpen-lerroetarako egokia da, non tratamendu termikoaren kalitate errepikagarria funtsezkoa den. Sistemak hainbat pieza-dimentsio onartzen ditu eta aleazio-eskakizun espezifikoetarako pertsonaliza daiteke.
Konfigurazioa eta errendimendua
Indukzio bidezko gogortze neutroko makinak konfigurazio sendoa du, maiztasun handiko elikatze-iturri batez (50-500 kHz), doitasun-indukzio-bobinak pauso erregulagarriarekin, hozte-ihinztadura sistema integratua eta PLC bidez kontrolatutako tenplatze-unitatea barne hartzen dituena. Bere altzairu gogortuko markoak 12 m-ko luzera eta 150 mm-ko diametroa duten piezak onartzen ditu, 0,1-3 m/min-ko aurrerapen-abiadura automatizatuekin.
Errendimendu-neurrien artean, segundo gutxitan 850-950 °C-ra berotze azkarra dago, 1-15 mm-ko kaxa-sakonera uniformea lortuz (±0,2 mm-ko tolerantzia) eta 62 HRC-ko gainazal-gogortasunarekin. Ondorengo tenplatze-etapa 150-650 °C-tan funtzionatzen du ±5 °C-ko egonkortasunarekin, hauskortasuna murriztuz hasierako gogortasunaren % 90-95 mantenduz. Energia-eraginkortasuna % 85era iristen da potentzia birsortzailearen diseinuari esker, 2-8 tona/orduko prozesatuz % 0,1eko distortsio-tasarekin.
Denbora errealeko IR pirometroek eta gogortasun-probagailu txertatuek kalitatearen koherentzia bermatzen dute, eta HMI interfazeak 200 altzairu mota baino gehiagoren parametroen aurrezarpenak ahalbidetzen ditu, besteak beste, AISI 1045, 4140 eta burdin harikorra. Sistemak betetzen ditu... ISO segurtasun estandarrak, ur bidez hoztutako osagaiak eta larrialdiko geldialdiak barne. Aukerako kargatze robotikoa eta Industria 4.0 datuen erregistroa eskuragarri daude fabrika adimendunaren integraziorako.
Zehaztapen teknikoak
1. Potentzia eta maiztasun-tartea:
Sarrerako potentzia elektrikoa: 380V 3 fasekoa (50/60Hz), 3kW-tik 120kW-ra bitarteko irteerako potentzia erregulagarriarekin.
Maiztasun aukerak: Ertaina (1-10kHz), Altua (20-100kHz) edo Ultra-altua (100-500kHz) sakonera zehatz kontrolatzeko.
2. Lan-piezaren bateragarritasuna:
Altzairuzko barrak (Φ0.1mm–150mm diametroa) eta 12m-ko luzera arteko burdinazko lingoteak prozesatzen ditu.
Karbono altzairua, aleazio altzairua, altzairu herdoilgaitza eta burdin harikorra bezalako materialak onartzen ditu.
3. Tenperatura kontrola:
Tenplatzea: Berotze azkarra 850–950 °C-ra (±5 °C) ur/ihinztadura bidezko hoztearekin.
Tenplaketa: 150–650 °C (±3 °C) arteko programazio-tartea hoztu ondoren.
4. Automatizazioa eta Zehaztasuna:
PLC bidez kontrolatutako aurrerapen-abiadura (0,1–3 m/min) eta CNC kokapena (0,1 mm-ko zehaztasuna).
Denbora errealeko IR pirometroak eta gogortasun probak integratzea.
5. Ziurtagiriak eta segurtasuna:
CE, ISO, RoHS betetzen du babes anitzeko arauekin (gehiegizko korrontea/tentsioa, ur eskasia).
Energia aurrezteko diseinua (metodo tradizionalen aldean % 70erainoko potentzia murriztea)
6. Aukerako ezaugarriak:
Karga/deskargatze robotizatua edo Industria 4.0 datuen erregistroa.
Geometria konplexuetarako bobina-diseinu pertsonalizagarriak
aplikazio eszenatokiak: